


ສາຍການຜະລິດຖັງກອງ ແລະ ຖັງບັນຈຸກະປ໋ອງຂະໜາດໃຫຍ່ອັດຕະໂນມັດ 30-50 ລິດ








ສາຍການຜະລິດຖັງກອງ ແລະ ຖັງບັນຈຸກະປ໋ອງຂະໜາດໃຫຍ່ອັດຕະໂນມັດ 30-50 ລິດ
ສາຍການຜະລິດກະປ໋ອງມົນອັດຕະໂນມັດ
ເໝາະສຳລັບການຜະລິດຖັງຂະໜາດໃຫຍ່ 30-50 ລິດໂດຍອັດຕະໂນມັດ,
ແຜ່ນໂລຫະສາມແຜ່ນ:ຕົວກະປ໋ອງ, ຝາປິດ ແລະ ພື້ນກະປ໋ອງ.ກະປ໋ອງແມ່ນຮູບຊົງກະບອກຮູບຮ່າງ.
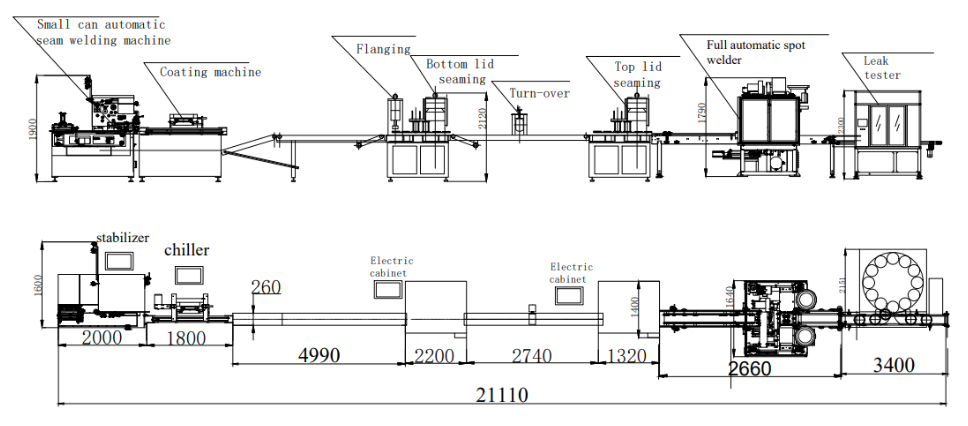
ການໄຫຼວຽນດ້ານວິຊາການ:
ການຕັດແຜ່ນກົ່ວໃຫ້ເປັນຮູບມົນ (ການຕັດ)-ການເຊື່ອມໂລຫະ-ນອກການເຄືອບ-ການຈັບແບບ Flange-ຝາປິດດ້ານລຸ່ມການໃຫ້ອາຫານການຫຍິບ-ການຫັນover-Tຝາປິດການໃຫ້ອາຫານການຫຍິບ-+ຫູໜວກການເຊື່ອມໂລຫະການທົດສອບການຮົ່ວໄຫຼ - ການຫຸ້ມຫໍ່
ສາຍການຜະລິດຖັງແມ່ນມີຢູ່,ກົດບ່ອນນີ້ເພື່ອຮັບຂໍ້ມູນລະອຽດ.
ວິທີການດຳເນີນງານສາຍການຜະລິດຖັງນີ້?
ກ່ອນອື່ນໝົດ, ໃຫ້ວາງວັດສະດຸກະປ໋ອງທີ່ຕັດແລ້ວລົງໃນໂຕະໃຫ້ອາຫານຂອງເຄື່ອງເຊື່ອມຄວາມຕ້ານທານອັດຕະໂນມັດ, ດູດດ້ວຍເຄື່ອງດູດສູນຍາກາດ, ສົ່ງກະປ໋ອງເປົ່າໄປຫາລູກກິ້ງໃຫ້ອາຫານເທື່ອລະອັນ. ຜ່ານລູກກິ້ງໃຫ້ອາຫານ, ກະປ໋ອງເປົ່າດຽວຈະຖືກປ້ອນເຂົ້າລູກກິ້ງມົນເພື່ອດຳເນີນຂະບວນການມົນ, ຈາກນັ້ນມັນຈະຖືກປ້ອນເຂົ້າກົນໄກການສ້າງຮູບມົນເພື່ອເຮັດໃຫ້ມົນ. ຮ່າງກາຍຈະຖືກປ້ອນເຂົ້າເຄື່ອງເຊື່ອມຄວາມຕ້ານທານ ແລະ ເຊື່ອມຫຼັງຈາກວາງຕຳແໜ່ງທີ່ຖືກຕ້ອງ.
ຫຼັງຈາກການເຊື່ອມໂລຫະແລ້ວ, ກະປ໋ອງຈະຖືກປ້ອນເຂົ້າໄປໃນລະບົບສາຍພານແມ່ເຫຼັກໝູນວຽນຂອງເຄື່ອງເຄືອບໂດຍອັດຕະໂນມັດສຳລັບການເຄືອບດ້ານນອກ, ການເຄືອບດ້ານໃນ ຫຼື ການເຄືອບຜົງດ້ານໃນ, ເຊິ່ງຂຶ້ນກັບຄວາມຕ້ອງການຕ່າງໆຂອງລູກຄ້າ. ສ່ວນໃຫຍ່ແມ່ນໃຊ້ເພື່ອປ້ອງກັນບໍ່ໃຫ້ສາຍຕໍ່ເຊື່ອມດ້ານຂ້າງຖືກສຳຜັດກັບອາກາດ ແລະ ເປັນສະໜິມ. ຫຼັງຈາກນັ້ນ, ກະປ໋ອງຈະຖືກປ້ອນເຂົ້າເຄື່ອງປະສົມ, ມັນຢູ່ໃນສະພາບຕັ້ງຊື່ຜ່ານລະບົບສາຍພານຕັ້ງຊື່. ແລະ ຖືກສົ່ງໄປທີ່ສະຖານີຈັບດ້ວຍທີ່ໜີບ. ວຽກງານຈັບຈະສຳເລັດໂດຍການຕຳແມ່ພິມຈັບດ້ານເທິງ ແລະ ດ້ານລຸ່ມ.
ຫຼັງຈາກນັ້ນ, ຕົວກະປ໋ອງທີ່ມີຂອບຈະຖືກສົ່ງໄປຫາເຄື່ອງປ້ອນຝາປິດດ້ານລຸ່ມອັດຕະໂນມັດ, ຜ່ານເຊັນເຊີກວດຈັບທີ່ກວດຈັບຕົວກະປ໋ອງທີ່ກຳລັງຈະມາເຖິງ, ເຄື່ອງປ້ອນຝາປິດຈະປ້ອນຝາປິດດ້ານລຸ່ມໂດຍອັດຕະໂນມັດໄປຫາດ້ານເທິງຂອງຕົວກະປ໋ອງ ແລະ ທັງສອງຈະຖືກສົ່ງໄປທີ່ຕຳແໜ່ງພາຍໃຕ້ຊິ້ນສ່ວນທີ່ຕໍ່, ຖາດຍົກຈະສົ່ງຕົວກະປ໋ອງ ແລະ ດ້ານລຸ່ມໄປຫາຫົວເຄື່ອງຕໍ່ເພື່ອປິດຜະນຶກ.
ຫຼັງຈາກຕໍ່ກັນປາຍດ້ານໜຶ່ງແລ້ວ. ມັນຈະຖືກສົ່ງໄປຫາເຄື່ອງໝຸນກະປ໋ອງເພື່ອພິກກະປ໋ອງ, ຈາກນັ້ນດຳເນີນການກວດຈັບ ແລະ ຕໍ່ຝາປິດອັດຕະໂນມັດອີກຄັ້ງ. ສຸດທ້າຍ, ມັນຈະຖືກສົ່ງໄປຫາເຄື່ອງເຊື່ອມຫູຈຸດສອງຈຸດອັດຕະໂນມັດ, ຜ່ານການຈັດດັດສະນີຮອຍຕໍ່ເຊື່ອມດ້ານຂ້າງອັດຕະໂນມັດ, ລະບົບລຳລຽງແຄມ, ການທຳລາຍສີຂອງຊ່າງກົນຈັກ, ພ້ອມດ້ວຍແຜ່ນສັ່ນສະເທືອນຂອງຫູຈຸດອັດຕະໂນມັດ, ສຳເລັດວຽກງານເຊື່ອມທີ່ຖືກຕ້ອງໃນກະປ໋ອງຮູບວົງມົນຂະໜາດນ້ອຍ.
ສຸດທ້າຍ, ກະປ໋ອງທີ່ສຳເລັດແລ້ວຈະຖືກສົ່ງຜ່ານສາຍພານລຳລຽງໄປຫາສະຖານີທົດສອບການຮົ່ວໄຫຼອັດຕະໂນມັດ. ຫຼັງຈາກການກວດກາແຫຼ່ງອາກາດທີ່ຖືກຕ້ອງ, ຜະລິດຕະພັນທີ່ບໍ່ມີຄຸນນະພາບຈະຖືກກວດພົບ ແລະ ຍູ້ໄປຍັງພື້ນທີ່ຄົງທີ່, ແລະ ຜະລິດຕະພັນທີ່ມີຄຸນນະພາບຈະມາຮອດໂຕະເຮັດວຽກຫຸ້ມຫໍ່ເພື່ອບັນຈຸພັນສຸດທ້າຍ.
ສ່ວນປະກອບອຸປະກອນຂອງສາຍການຜະລິດອັດຕະໂນມັດກະປ໋ອງກົມ

| ຕັດຄັ້ງທຳອິດ (ຄວາມກວ້າງຕໍ່າສຸດ) | 150 ມມ | ຕັດຄັ້ງທີສອງ (ຄວາມກວ້າງຕໍ່າສຸດ) | 60 ມມ |
| ຄວາມໄວ (ຊິ້ນ/ນາທີ) | 32 | ຄວາມໜາຂອງແຜ່ນ | 0.12-0.5 ມມ |
| ພະລັງງານ | 22 ກິໂລວັດ | ແຮງດັນ | 220v/380v/440v |
| ນ້ຳໜັກ | 21000 ກິໂລກຣາມ | ຂະໜາດ (ຍ*ກ*ສ) | 2520X1840X3980 ມມ |

| ຮຸ່ນ | CTPC-2 | ແຮງດັນ ແລະ ຄວາມຖີ່ | 380V 3L+1N+PE |
| ຄວາມໄວໃນການຜະລິດ | 5-60 ແມັດ/ນາທີ | ການບໍລິໂພກຜົງ | 8-10 ມມ ແລະ 10-20 ມມ |
| ການບໍລິໂພກອາກາດ | 0.6Mpa | ຂອບເຂດຮ່າງກາຍສາມາດ | D50-200 ມມ D80-400 ມມ |
| ຄວາມຕ້ອງການທາງອາກາດ | 100-200 ລິດ/ນາທີ | ການໃຊ້ພະລັງງານ | 2.8 ກິໂລວັດ |
| ຂະໜາດເຄື່ອງຈັກ | 1080*720*1820 ມມ | ນ້ຳໜັກລວມ | 300 ກິໂລກຣາມ |

| ຊ່ວງຄວາມຖີ່ | 100-280HZ | ຄວາມໄວໃນການເຊື່ອມ | 6-15 ແມັດ/ນາທີ |
| ຄວາມສາມາດໃນການຜະລິດ | 15-35 ກະປ໋ອງ/ນາທີ | ເສັ້ນຜ່າສູນກາງກະປ໋ອງທີ່ໃຊ້ໄດ້ | Φ220-Φ350ມມ |
| ຄວາມສູງຂອງກະປ໋ອງທີ່ໃຊ້ໄດ້ | 220-550 ມມ | ວັດສະດຸທີ່ໃຊ້ໄດ້ | ແຜ່ນກົ່ວ, ເຫຼັກກ້າ, ແຜ່ນໂຄຣມ |
| ຄວາມໜາຂອງວັດສະດຸທີ່ໃຊ້ໄດ້ | 0.2~0.6 ມມ | ເສັ້ນຜ່າສູນກາງສາຍທອງແດງທີ່ໃຊ້ໄດ້ | Φ1.7mm, Φ1.5mm |
| ນ້ຳເຢັນ | ອຸນຫະພູມ: 12-20℃ ຄວາມດັນ: >0.4Mpa ກະແສ: 40 ລິດ/ນາທີ | ||
| ພະລັງງານທັງໝົດ | 125KVA | ມິຕິ | 2200*1520*1980 ມມ |
| ນ້ຳໜັກ | 2500 ກິໂລກຣາມ | ຜົງ | 380V ± 5% 50Hz |

ເຄື່ອງເຄືອບ
| ລະດັບຄວາມສູງຂອງກະປ໋ອງ | 50-600 ມມ | ຊ່ວງເສັ້ນຜ່າສູນກາງກະປ໋ອງ | 52-400 ມມ |
| ຄວາມໄວຂອງລູກກິ້ງ | 5-30 ແມັດ/ນາທີ | ປະເພດການເຄືອບ | ການເຄືອບລູກກິ້ງ |
| ຄວາມກວ້າງຂອງແລັກເກີ | 8-15 ມມ 10-20 ມມ | ການສະຫນອງຫຼັກ & ການໂຫຼດໃນປະຈຸບັນ | 220V 0.5 ກິໂລວັດ |
| ການບໍລິໂພກອາກາດ | 0.6Mpa 20 ລິດ/ນາທີ | ຂະໜາດເຄື່ອງ ແລະ ນ້ຳໜັກສຸດທິ | 2100*720*1520 ມມ 300 ກິໂລກຣາມ |

| ພະລັງງານຂອງເຕົາເຜົາ | 1-2 ກິໂລວັດ | ຄວາມໄວໃນການໃຫ້ຄວາມຮ້ອນຂອງເຕົາໄຟ | 4m-7m/ນາທີ |
| ກະປ໋ອງຂະໜາດນ້ອຍທີ່ເໝາະສົມ | Φ45-Φ176ມມ | ກະປ໋ອງຂະໜາດໃຫຍ່ທີ່ເໝາະສົມ | Φ176-Φ350ມມ |
| ຄວາມສູງຂອງກະປ໋ອງ | 45 ມມ - 600 ມມ | ນ້ຳເຢັນ | >0.4Mpa,12-20℃,40ລິດ/ນາທີ |
| ການບໍລິໂພກອາກາດ | ≥50ລິດ/ນາທີ>0.5Mpa | ||

ເຄື່ອງຈັກປະສົມກະປ໋ອງອັດຕະໂນມັດ
| ກຳລັງການຜະລິດ | 25-30 ເຊັນຕໍ່ນາທີ | ຂອບເຂດຂອງກະປ໋ອງ Dia | 200-300 ມມ |
| ຂອບເຂດຄວາມສູງຂອງກະປ໋ອງ | 170-460 ມມ | ຄວາມໜາ | ≤0.4 ມມ |
| ພະລັງງານທັງໝົດ | 44.41 ກິໂລວັດ | ຄວາມດັນຂອງລະບົບນິວເມຕິກ | 0.3-0.5Mpa |
| ຂະໜາດສາຍພານລຳລຽງຂອງຕົວຖັງ | 4260 * 340 * 1000 ມມ | ຂະໜາດເຄື່ອງປະສົມ | 3800 * 1770 * 3200 ມມ |
| ຂະໜາດຄາບິເນັດໄຟຟ້າ | 700*450*1700 ມມ | ນ້ຳໜັກ | 9T |
ຮູບແບບຂອງສາຍການຜະລິດ
ສິລະປະການເຮັດກະປ໋ອງກົ່ວ

30-50L ຖັງໃຫຍ່ ຕາຕະລາງໄຫຼ
ຜູ້ໃຫ້ບໍລິການຊັ້ນນໍາຂອງຈີນເຄື່ອງເຮັດກະປ໋ອງ 3 ຊິ້ນແລະເຄື່ອງເຮັດກະປ໋ອງສະເປຣບໍລິສັດ Changtai Intelligent Equipment Co., Ltd. ເປັນໂຮງງານຜະລິດເຄື່ອງຈັກຜະລິດກະປ໋ອງທີ່ມີປະສົບການ. ລວມທັງການແຍກ, ການສ້າງຮູບຮ່າງ, ການຄໍ, ການຈັບ, ການປະດັບລູກປັດ ແລະ ການຕໍ່ເຊື່ອມ. ລະບົບຜະລິດກະປ໋ອງຂອງພວກເຮົາມີລະບົບໂມດູນລະດັບສູງ ແລະ ຄວາມສາມາດໃນການປະມວນຜົນ ແລະ ເໝາະສົມກັບການນຳໃຊ້ທີ່ຫຼາກຫຼາຍ. ດ້ວຍການປັບປຸງເຄື່ອງມືທີ່ວ່ອງໄວ ແລະ ງ່າຍດາຍ, ພວກມັນລວມເອົາຜົນຜະລິດສູງສຸດກັບຄຸນນະພາບຜະລິດຕະພັນຊັ້ນນຳ, ໃນຂະນະທີ່ສະເໜີລະດັບຄວາມປອດໄພສູງ ແລະ ການປົກປ້ອງທີ່ມີປະສິດທິພາບສຳລັບຜູ້ປະກອບການ.
-

200-401 ເຄື່ອງເຊື່ອມກະປ໋ອງ 170ml-2.5L ກະປ໋ອງ ...
-

ເຄື່ອງເຊື່ອມ canbody 211-700 247ml-8L ກະປ໋ອງ Tin Seam ພວກເຮົາ ...
-

ກະປ໋ອງນ້ຳມັນໂລຫະຮູບກົມ ຂະໜາດ 30 ລິດ-50 ລິດ...
-

ກະປ໋ອງນ້ຳມັນໂລຫະຮູບກົມ ຂະໜາດ 30 ລິດ-50 ລິດ...
-

ກະປ໋ອງອາຫານ 5L-25L ກະປ໋ອງນ້ຳມັນ ກະປ໋ອງກົມ ກະປ໋ອງສີ່ຫຼ່ຽມ...
-

ເຄື່ອງຈັກຕັດມີດວົງມົນຄູ່ອັດຕະໂນມັດ